Sachet packaging has become an essential part of various industries, including food, pharmaceuticals, cosmetics, and chemicals. The demand for sachet packaging has surged due to its convenience, portability, and ability to preserve product freshness. To meet this demand, manufacturers have developed various types of sachet machines, each designed to cater to specific packaging needs. In this article, we will explore the different types of sachet machines, including Horizontal Sachet Machines, Powder Sachet Machines, Liquid Sachet Machines, and Multi-lane Sachet Machines.
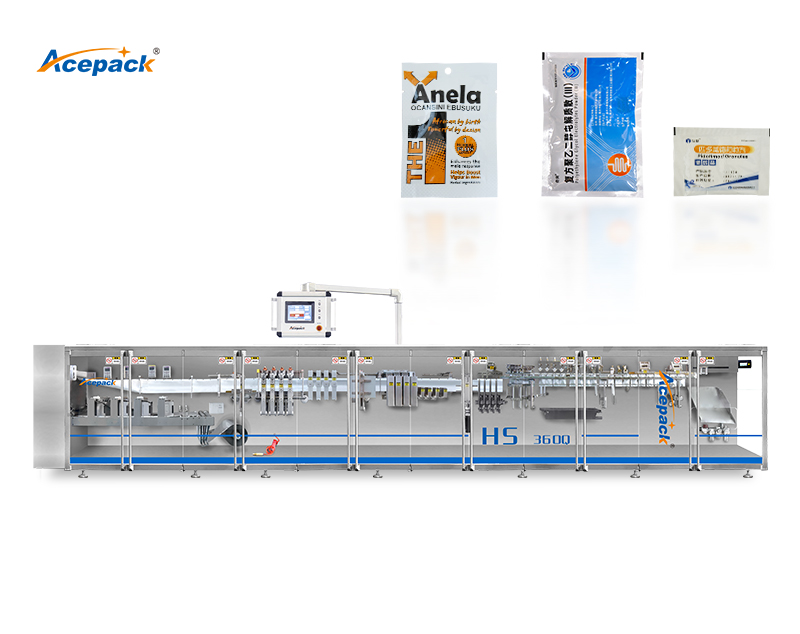
Horizontal sachet machines are designed to produce sachets in a horizontal format. These machines are versatile and can handle a wide range of products, including powders, granules, liquids, and pastes. The horizontal design allows for easy loading of materials and efficient sealing processes.
Key Features:
- Versatility: Horizontal sachet machines can package various products, making them suitable for multiple industries.
- High Speed: These machines are capable of producing a large number of sachets per minute, increasing production efficiency.
- User-Friendly: Many horizontal sachet machines come with touch-screen controls, making them easy to operate and adjust.
Applications:
Horizontal sachet machines are commonly used in the food industry for packaging items like sugar, salt, and spices. They are also utilized in the pharmaceutical sector for packaging single-dose medications and in the cosmetic industry for samples of creams and lotions.

Powder sachet machines are specifically designed for packaging powdered products. These machines ensure that the powder is accurately measured and sealed in sachets to maintain product integrity and prevent contamination.
Key Features:
- Precision Filling: Powder sachet machines are equipped with advanced filling systems that ensure accurate dosing of powdered products.
- Dust-Free Operation: Many models are designed to minimize dust generation during the filling process, which is crucial for maintaining a clean working environment.
- Customizable Sachet Sizes: These machines can produce sachets in various sizes, catering to different market needs.
Applications:
Powder sachet machines are widely used in the food industry for packaging powdered beverages, seasonings, and instant soups. They are also used in the pharmaceutical industry for packaging powdered medications and dietary supplements.

Liquid sachet machines are tailored for packaging liquid products. These machines are designed to handle various viscosities, from thin liquids to thicker pastes, ensuring that the product is securely sealed in sachets.
Key Features:
- Versatile Filling Systems: Liquid sachet machines can accommodate a range of liquid products, including oils, sauces, and creams.
- Leak-Proof Sealing: These machines are equipped with advanced sealing technology to prevent leaks and ensure product safety.
- Temperature Control: Some models offer temperature control features, allowing for the packaging of heat-sensitive liquids.
Applications:
Liquid sachet machines are commonly used in the food industry for packaging sauces, dressings, and beverages. They are also utilized in the cosmetic industry for packaging liquid soaps, shampoos, and conditioners.
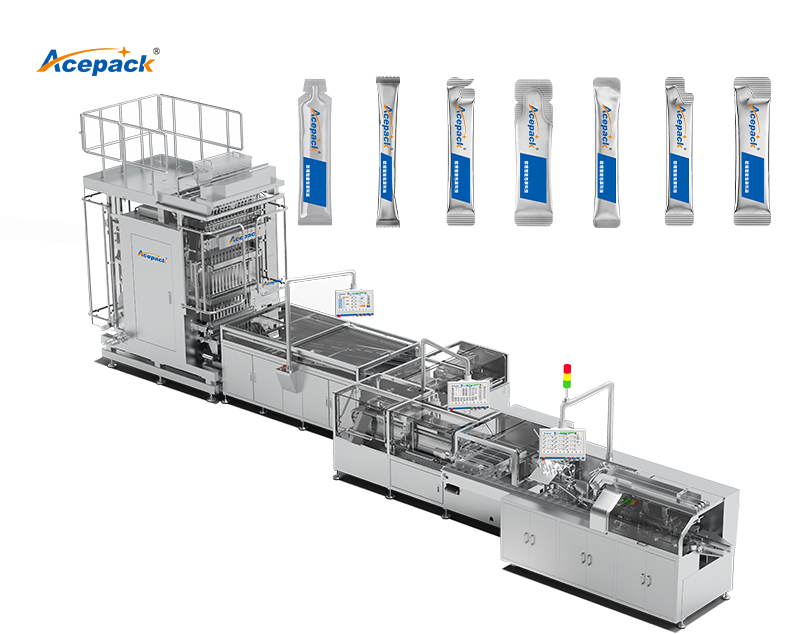
Multi-lane sachet machines are designed to produce multiple sachets simultaneously, significantly increasing production capacity. These machines are ideal for high-demand products and are often used in large-scale manufacturing operations.
Key Features:
- High Output: Multi-lane sachet machines can produce several sachets at once, making them highly efficient for large production runs.
- Flexible Configuration: These machines can be configured to produce different sachet sizes and styles, allowing for customization based on market needs.
- Automated Processes: Many multi-lane sachet machines come with automated features, reducing the need for manual intervention and minimizing labor costs.
Applications:
Multi-lane sachet machines are widely used in the food industry for packaging snacks, condiments, and instant meals. They are also employed in the pharmaceutical sector for packaging multiple doses of medications and in the cosmetic industry for producing sample sachets.
Conclusion
Sachet machines play a crucial role in modern packaging processes, offering efficiency, versatility, and convenience. Understanding the different types of sachet machines—Horizontal Sachet Machines, Powder Sachet Machines, Liquid Sachet Machines, and Multi-lane Sachet Machines—can help businesses choose the right equipment for their specific packaging needs.
As the demand for sachet packaging continues to grow, manufacturers must stay informed about the latest advancements in sachet machine technology. Investing in the right type of sachet machine can lead to increased production efficiency, reduced waste, and improved product quality, ultimately contributing to a company’s success in a competitive market.
In summary, whether you are looking to package powders, liquids, or a variety of products, there is a sachet machine designed to meet your needs. By understanding the features and applications of each type, businesses can make informed decisions that enhance their packaging operations and meet consumer demands effectively.


